Унутар фабрике кочионих плочица — занемарене компоненте које одређују безбедност и перформансе
Већина дискусија о кочионим плочицама се фокусира на материјал за трење - керамику у односу на полу-металну, формулацију без бакра- и коефицијенте трења. Али унутар професионалне фабрике кочионих плочица, инжењери знају да је смеша за трење само пола приче. Три често{5}}компоненте које се често занемарују одређују да ли плочица обезбеђује доследно, тихо и безбедно кочење током целог радног века. Као купцу, разумевање ових делова ће вам помоћи да одвојите премиум фабрике од произвођача робе.
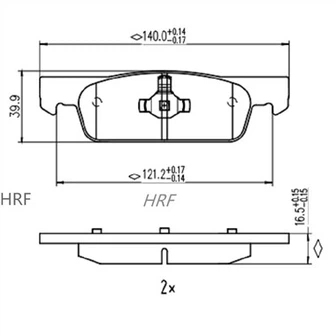
Компонента 1: Подложна плоча – више од само штанцаног челика
Подлога је структурална основа сваке кочионе плочице. Он преноси силу стезања са клипа чељусти на фрикциони материјал. Подложна плоча лошег{2}}квалитета може да се савије, зарђа или изгуби свој прикључак трења - што доводи до одвајања јастучића, што је катастрофални квар.
Професионална фабрика обраћа пажњу на четири детаља позадинске плоче:
· Квалитет материјала – Плоче високог{0}}квалитета користе хладно-челик (обично СПЦЦ или еквивалентан) са толеранцијом дебљине од ±0,1 мм. Инфериорне фабрике могу користити тањи или рециклирани челик који се савија под топлотом.
· Припрема површине – Пре лепљења фрикционог материјала, плоча мора да се очисти, одмасти и често -пескара како би се направио механички кључ. Неке фабрике такође примењују адхезивни прајмер.
· Дизајн канџе или куке – Многе врхунске плоче имају савијене канџе или перфорације које механички закључавају фрикциони материјал на месту, допуњујући везу смоле.
· Премаз од корозије – Не-страна плоча треба да буде обојена, прашкасто-премазана или геометријска превлака да би се спречила рђа. Рђа може да подигне материјал за трење или да изазове лепљење чељусти.
Питајте свог фабричког добављача: Који тип челика користите за подлоге и како тестирате снагу пријањања? Професионални одговор треба да се односи на испитивање смицања (нпр. ЈАСО Ц427 или САЈ ЈАСО Ц427) са минималним вредностима типично изнад 2,5 МПа.
Компонента 2: Подметач – Ваша тиха одбрана од буке
Сквишта кочница је жалба број један крајњих корисника. Примарно решење? Подложак - вишеслојна-пригушна плоча причвршћена за задњу страну подлоге.

Јефтине{0}}фабрике често прескачу подлошке у потпуности или користе једнослојни-гумирани премаз. Премиум фабрике користе:
· Више-слојне подлошке (обично 3–5 слојева гуме и челика) пројектоване да апсорбују специфичне фреквенције вибрација.
· Лепљива трака која одржава лепљење чак и на 400 степени.
· Механичко причвршћивање (копче или игле) поред лепка, спречава померање подметача.
Ако фабрика нуди подлошке без подметача или са генеричким једнослојним-подлошцима, очекујте веће стопе притужби на буку. За тихе-прилике - посебно ЕВ и луксузна возила - инсистирајте на вишеслојним подлошцима у ОЕ-стилу-.
Компонента 3: Прорез и ивица – мале карактеристике, велики утицај
Погледајте готову кочиону плочицу. Видећете закошене ивице (кошене) и често равне или закривљене жлебове (прорезе). Ово нису декоративни. Кошења смањују вибрације на предњој и задњој ивици подлоге. Прорези обезбеђују излазне путеве за гас, прашину и воду који би иначе створили клизав слој између јастучића и ротора.
Квалитетна фабрика дизајнира прорезе и ивице специфичне за сваку примену у возилу. Фабрика буџета користи исти образац слота за сваки пад - чиме се смањује учинак. Питајте да ли фабрика нуди:
· Специфична геометрија закошења за апликацију{0} (нпр. двострука ивица за велике СУВ возила, једнострука ивица за компактна возила).
· Контрола ширине и дубине утора – Превише плитки утори испуњени крхотинама; прорези који су сувише дубоки слабе подлогу.
· Постављање утора – Избегавање центра јастучића да би се одржао структурни интегритет.
Практична контролна листа за купце
Када процењујете фабрику кочионих плочица, идите даље од материјала за трење. Захтев:
1. Извештаји о испитивању адхезије носеће плоче – вредности чврстоће на смицање и фотографије режима лома (треба да буду кохезивни унутар материјала за трење, а не на интерфејсу плоче).
2. Технички листови подлошке – Број слојева, температура, чврстоћа на љуштење.
3. Цртежи који показују углове закошености и димензије прореза за ваше циљне бројеве делова.
Боттом Лине
Кочиона плочица која споља изгледа идентично може се понашати веома различито у зависности од позадинске плоче, подметача и дизајна утора/кошења. Професионалне фабрике третирају ове компоненте као критичне елементе дизајна, а не накнадне мисли. Постављањем правих питања и верификацијом ових детаља, добићете кочионе плочице које се заустављају тихо, дуже трају и чувају ваше клијенте - и враћају се по још.